语言选择
中文
English
021-57173258 / 18818093286
MENU
首页
产品中心
智能破碎装备
CGE 系列智能颚式破碎机
CPYQ 系列智能单缸液压圆锥破碎机
CPYG 系列智能高效多缸液压圆锥破碎机
CPXL 系列智能液压旋回破碎机
CPE系列智能颚式破碎机
CPYH 系列智能多缸液压圆锥破碎机
智能粉体装备
CGF 系列智能反击式破碎机
CLM系列智能立式磨粉机
CSCB 系列智能立式冲击破碎机
CPKW系列智能可逆无蓖条锤式破碎机
智能超细摆式磨粉机
CPLS智能立式冲击破碎机
智能煤矿粉碎装备
CSGP 系列智能筛分式双齿辊破碎机
CSGP 系列智能筛分式双齿辊破碎机
CZW系列振动给料机
CYK系列圆振动筛
CPWZ系列智能高效中效碎锤式破碎机
C2PGG智能双辊破碎机
智能移动破碎装备
MP系列CGE智能轮胎移动颚式破碎站
MP系列CGE智能轮胎移动反击式破碎站
MP系列CGE智能轮胎移动圆锥破碎站
MP系列CGF智能轮胎移动立式冲击破碎站
MP系列CYK智能轮胎移动筛分站
MT系列智能履带移动式颚式破碎站
智能系统辅机设备
CBW系列板式给料机
XL系列砂石清洗机
TS系列脱水筛
皮带传输机
布袋式高压静电式除尘器
相关辅机
解决方案
物联网监测系统
智能碎石生产线
智能制砂生产线
智能磨粉生产线
移动破碎生产线
服务支持
销售网络
售前服务
售后服务
新闻中心
公司新闻
行业新闻
智能破碎原理及故障分析
关于创申
公司简介
供应商报名
诚招英才
诚招销售代理
合作开矿
智能破碎原理及故障分析
您当前的位置:
首页
>
新闻中心
>
智能破碎原理及故障分析
> 正文
提高锤式破碎机的锤头寿命的几种方法
2019-04-03 上海云统创申
返回
提高锤式破碎机的锤头寿命的几种方法
本文从锤头材质的选择、结构的设计及日常使用和维护的角度,总结了提高锤头寿命的措施。
1、合理选择锤头材料
选择合适的材料是提高锤头寿命的基本途径。由于锤头在使用过程中不同程度地承受撞击磨损与切削磨损,对使用的材质提出了高韧性与高硬度的要求。但韧性与硬度是一对矛盾,在实际选择材质时,一定要充分了解工况条件及其磨损机制,合理选用材质。
1.1 根据冲击载荷大小选择锤头材料
1)当破碎物料的粒度较大时,锤头所承受的冲击载荷也较大,因此,应选择合金的高强高锰钢,其韧性可保证安全使用;
2)锤头重量越重,所破碎物料的块度越大,锤头受到的冲击载荷也越大,因此应首先考虑在保证锤头韧性的前提下提高其硬度;
3)对于中小型锤头,冲击载荷小,采用高锰钢不能发挥其加工硬化的特性,达不到耐磨效果,应选择高中碳低合金钢和中碳合金钢材料。
1.2 根据物料特征选择锤头材料
选择锤头材质时,要充分了解破碎的物料组成及其硬度、粒度、尖角锐度、水分等。物料硬度越高,对锤头材质的硬度要求越高;而物料块度越大,对其韧性要求越高。
实践经验表明,锤头的材料硬度应该选为物料硬度的0.8倍以上。在此基础上,再兼顾锤头的大小、转速等情况选择硬度、韧性匹配合理的材料。
1.3 根据破碎机结构选择锤头材料
1)普通锤式破碎机锤头经锤架固定在轴上,运行时离心力大,锤头受冲击载荷大,应选高韧性耐磨材料;
2)反击锤头式破碎机的锤头镶在转轮上,可用韧性较低的耐磨材料;
3)破碎机规格越大,锤头的重量越大,动量和冲量也大,对锤头的要求越高,应选择韧性高的耐磨材料。
1.4 根据经济性选择锤头材料
在选用锤头材质时,还应考虑到技术经济效果,力争做到质优价廉,具有市场竞争力。同时还应考虑其工艺合理性,使生产厂易于组织生产与质量控制。
2、合理设计锤头结构
锤头的形状和质量直接影响破碎机的产量和使用寿命。应根据破碎物料的性质、进料粒度及检修情况进行合理选择。用于粗碎时,锤头应重且数量要少;用于中细碎时锤头的重量要轻且数量要多。
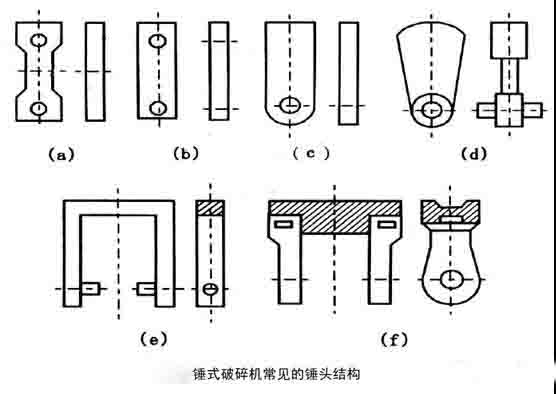
锤式破碎机常见的锤头如下图所示:
上图中(a)、(b)、(c)是轻型锤头,质量通常为3.5~15.0kg,多用于破碎块度为100~200mm的软质和中硬物料。其中(a)、(b)两种是两端带孔的,磨损后可以调换4次;而(c)种锤头只能换2次。(d)为中型锤头,质量为30~60kg,且重心距悬挂中心较远,多用于破碎800~1000mm的中硬物料;而(e)、(f)是重型锤头,其质量为50~120kg,主要用来破碎大块且坚硬的物料。
为了提高锤头的使用寿命,在设计和选择锤头结构时应注意以下几点:
1)在满足冲击力度的前提下,尽量选择两端带孔的锤头,磨损后两端可进行多次调换,有效延长锤头使用寿命。
2)如果工艺要求使用一端带孔的锤头,在保持锤头重量基本不变的情况下,尽量延长悬挂长度,增大工作部尺寸,减小悬挂部尺寸。这样不仅可以增加锤头的磨损裕量,延长使用寿命,还能有效增加锤头的动量和冲量,加大打击力度,提高破碎效果。
3)为了提高锤头的耐磨性,可在其工作面上涂焊一薄层硬质合金,或设计成复合型锤头,锤头工作部使用高硬度材料,非工作部使用高韧性材料,使锤头既耐磨又耐冲击。
4)采用先进的锤头结构,如组合式快速更换的锤头。这种锤头由柄部和头部构成,两者材料不同,柄部韧、头部硬,柄部和头部通过销轴连接。头部磨损不可再用后,仅拆装销轴即可快速更换锤头,每次更换真正扔掉的金属仅占整个锤头重量的25%左右,较为经济。
5)锤头结构要有利于修复。锤头磨损到一定程度之后,有条件的用户可以实施堆焊修复,如高锰钢锤头,磨损后可用锰钢焊条堆焊的方法进行修补。
3、加强设备的管理与维护
锤式破碎机在日常使用与维护中应特别注意以下几点:
1)根据设计型号,适当控制进料尺寸,严禁超出设计最大限定尺寸的物料入机。
2)选用合适的给料设备,如采用板式给料机或振动给料机等进行喂料,保证进料均匀稳定,避免因喂料不均匀对设备造成冲击和发生无效运转。
3)由于锤头铸造时质量有误差,使用过程中应根据电流的情况,按时倒眼、翻个,以使锤头均匀磨损和转子运转平衡。
4)更换新锤头时最好进行称量,根据质量平均分成几组,每组的质量要求相等,否则开机时转子不平衡容易引起振动。
5)停车时要检查锤头与筛条之间、筛条与筛条之间的间隙,必要时进行调整,并定期更换筛条。因为锤头的成本比筛条高,新筛条与旧筛条相比,锤头能多用4~5个班。
6)锤式破碎机的锤架是铸钢材质,与物料接触较少,但当破碎机内进入金属物或衬板脱落时,容易造成中锤盘损坏或弯曲,这时要及时将其换掉,否则容易夹锤头引起振动。
7)锤架的边锤盘与机壳侧板间由于受到物料冲击,边锤盘的磨损较为严重,为了延长边盘的使用寿命,可在边盘的圆周面以及靠近侧板的一面堆焊出耐磨层。
8)由于运转中的摩擦,主轴两端轴径容易磨损,安装时要在轴径处加上两个护轴套,使其包在轴上保护轴径。
9)轴承磨损后要及时进行修复和调整。轴承磨损后一般应根据新尺寸刮研轴瓦,调整垫片厚度,使之保持合理间隙,以便形成有效润滑油膜。
10)要定时清理破碎机内部积料,积料的存在会使锤头受到严重磨损而降低使用寿命。
锤式破碎机锤头磨损是不可避免的,也是很多用户在使用中发愁的问题。在实际生产中,应针对不同的影响因素,采用不同的减磨措施,以提高锤头的使用寿命。
版权所有 ©上海云统创申智能科技有限公司
沪ICP备2021006245号
沪公网安备 31011502007511号
上海工商
友情链接:
天顺集团
|
云统科技
|
中科院上海高研院
|
在线客服
客服1
客服2
客服3
021-57173258
在线咨询